Az aquatherm blue pipe OT cső oxigénzáró réteggel van bevonva, amit el kell távolítani a tokos kötési eljárás előtt.
Pontosan kövesse a munkafolyamatokat!
A csövek végét pontosan derékszögben vágjuk el a tengelyéhez képest. Vigyázzon, hogy a kapott csővég sorja és törmelék mentes legyen, ha szükséges távolítsa azt el.
Fúziós technológia
Az aquatherm univerzális csősorjázó használatával az aquatherm OT (oxigéndiffúzió-mentes), UV ( Uv-álló) és alu-stabi csővégeket tudjuk hántolni. Az egységes külső réteget eltávolító szerszámmal a hagyományos tokos hegesztéshez és az elektrokarmantyús sütéshez szükséges felület előkészítésehez szükséges. Ezek az aquatherm által fejlesztett univerzális hántolók Ø20-Ø125 mm (Cikkszám: 50479-50488) külső dimenzióig érhetőek el. A megmunkálási folyamat lehet kézi vagy mechanikus. Amennyiben mechanikusan végezzük a munkát, szükségünk van 2 db csősorjázó befogó lemezre is, Ø20-Ø63 mm-ig (Cikkszám: 50499) és Ø75-Ø125 mm-ig (Cikkszám: 50500). Amennyiben mechanikusan szeretnénk elektrokarmantyút is előkészíteni, szükséges meghosszabbítani a hegyezőt ( Cikkszám: 50489-50498). Manuális hegyezésnél nincs szükség toldóra, mivel nincs ütköző a sorjázóban.
1. Mechanikus megmunkálás folyamata
1.1
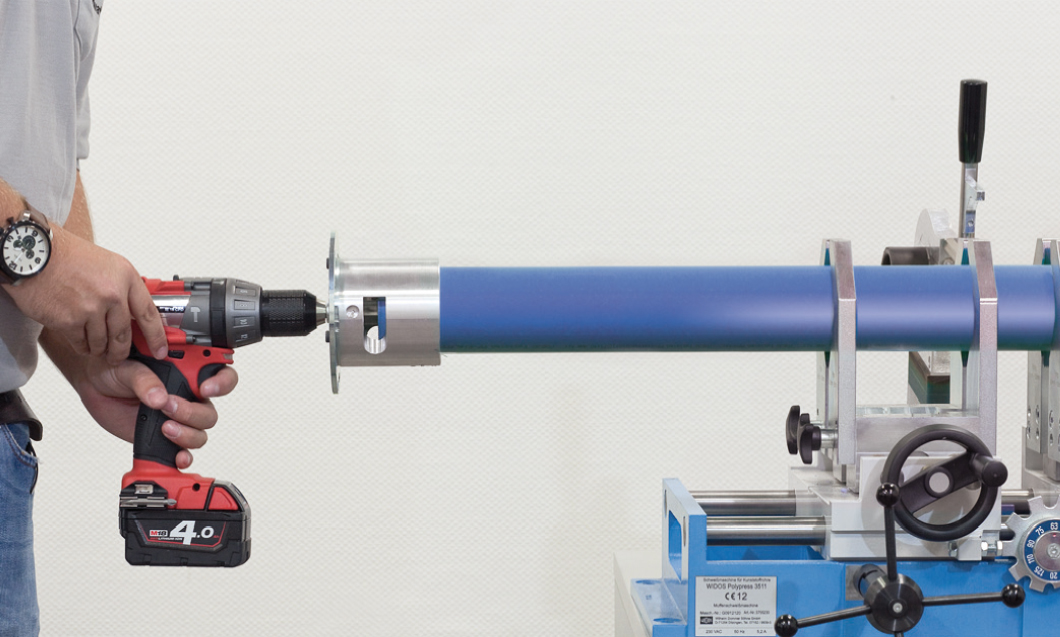
A csősorjázó befogó úgy van kialakítva, hogy közvetlen tudjuk használni tokmánnyal rendelkező gépeinkkel. Rögzítsük a tokmányba a hatlapfejű csavart.

1.2
Fix csavarokkal van a kialakítva a csősorjázó vége, ezek segítségével csatlakoztassuk a dimenziónak megfelelően a befogó lemezhez és tekerjük el abban, az óramutató járásával megegyezően.

1.3
A munkára kész szerszámot illesszük a megmunkálandó cső végéhez.
1.4
Enyhe nyomatékkal kezdjük meg a hántolást tengelyirányban. Amint a cső vége eléri a rögzítőelemet ( sorjáróbefogót) a művelet befejeződött ( ez egyben megegyezik a szükséges tokos behegesztési mélységgel is adott dimenziónál).

1.5
A cső készen áll most már, hogy következzen a tokos hegesztési folyamat.

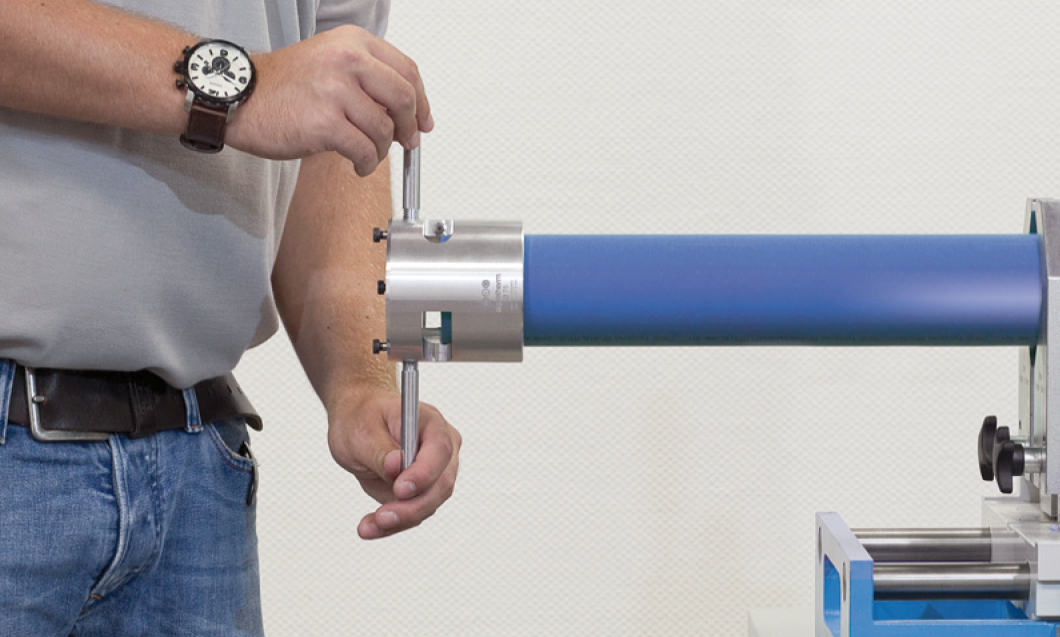
2. Kézi sorjázás folyamata
2.1
Minden sorjázóhoz tartozék 2 db fogantyú. Szereljük fel őket a számukra kialakított menetes csatlakozásnál.

2.2
Helyezzük és nyomjuk rá és a szerszámot a csővégre.
2.3
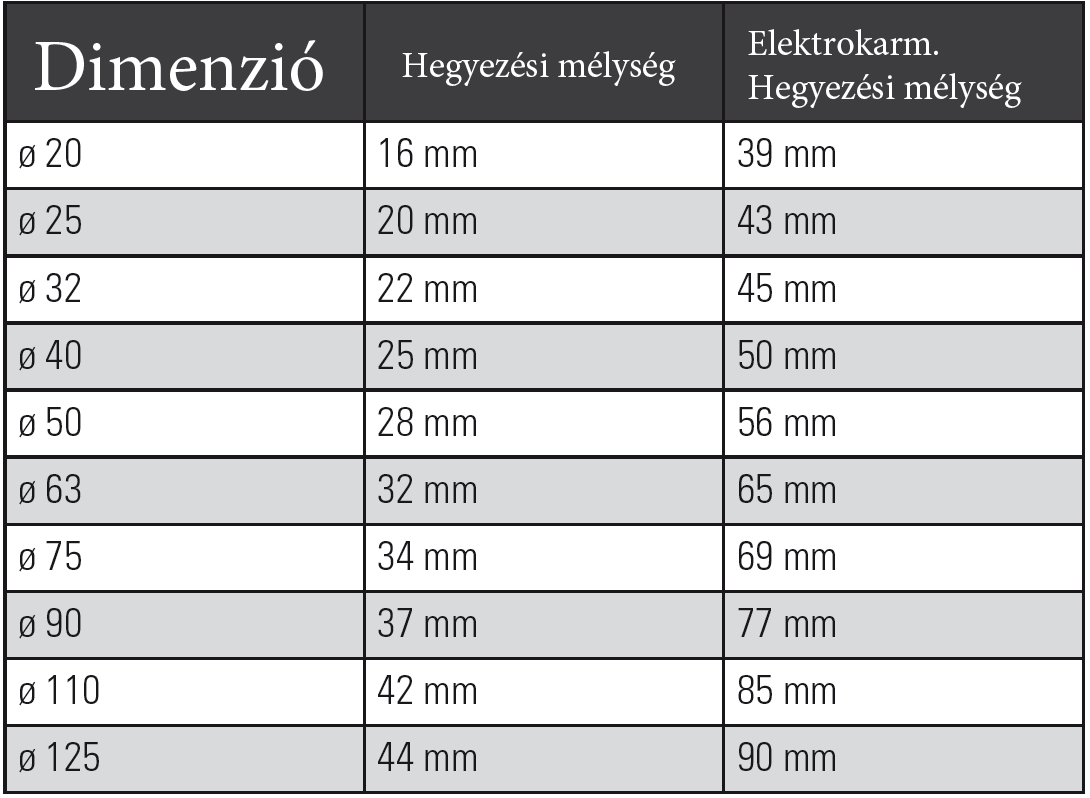
Kezdjük el a sorjázást az óramutató járásával megegyező irányba, egészen a besütési mélység elérésig ( lásd lenti táblázat ).
2.4
Ahogy elértük a meghatározott dimenziónak megfelelő sütési mélységet ( lásd táblázat ), a sorjázó szerszámot levehetjük és készen áll a cső a tokos hegesztésre. Amennyiben áttoló elektrokarmantyút készítünk elő, a sorjázási mélységet (lásd táblázat) meg kell kétszerezni.
Felületi sérülések mint például a tengelyirányú barázdák és egyéb karcolások nem lehetnek a hegesztési felületen. A lehámozott réteghez ne érjen hozzá és ügyeljen, hogy az végig szennyeződés és zsírmentes maradjon. A fúziós folyamatot (tokos hegesztést) 30 percen belül kell végrehajtani a sorjázást követően.
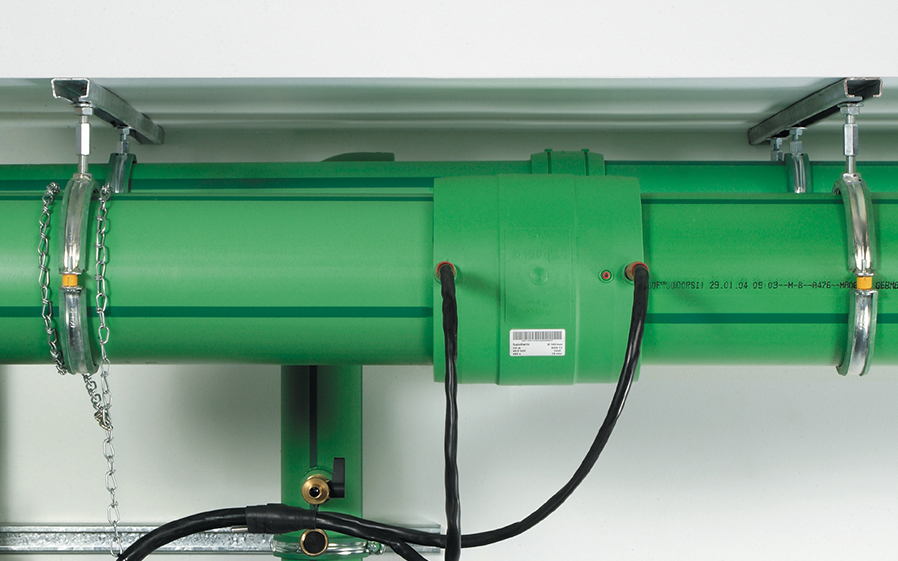
3. Nyeregidom alkalmazása OT cső esetén
Az aquatherm nyeregidomok az OT ( oxigéndiffúzió-mentes) csöveknél, egészen 50-250mm-es külső csőátmérőig alkalmazhatóak.
Az első lépés, hogy fúrja ki a csövet az erre kialakított aquatherm nyeregidom fúróval. ( Cikkszám: 50940-50948)
FONTOS!
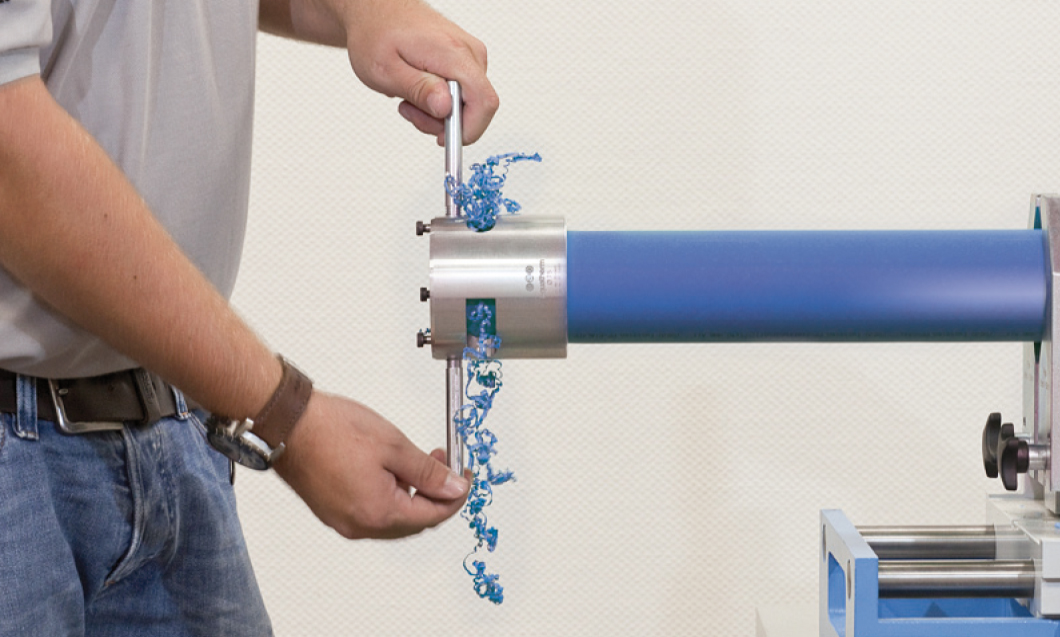
Az oxigénzáró réteget minden esetben el kell távolítani az aquatherm blue pipe OT csőről a nyeregidom helyének fúrása után. Ehhez egy speciálisan errea célra kialakított nyeregidom sórjázóra van szüksége. (Cikkszám: 50921-50928).
Ezt a speciális nyeregidom hántolót szintén a fúrógépbe tokmányába rögzítjük, majd a furatba tesszük. Kis fordulaton, enyhe nyomással, előre-hátra 2-3 alkalommal előre majd hátra toljuk egészen addig amíg az oxigénzáró réteget el nem távolítjuk a furat környékéről.
Távolítsuk el a keletkezett sorját és egyéb szennyeződéseket. ( erre a célra tökéletes bármilyen alkoholos törlőkendő ). A lehámozott réteghez ne érjen hozzá és ügyeljen, hogy az végig szennyeződés és zsírmentes maradjon.
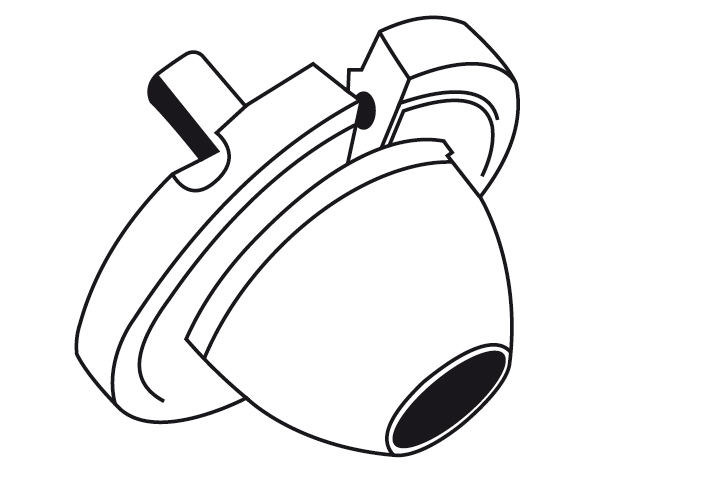
AQUATHERM NYEREGIDOM SORJÁZÓ
3. Nyeregidom alkalmazása OT cső esetén
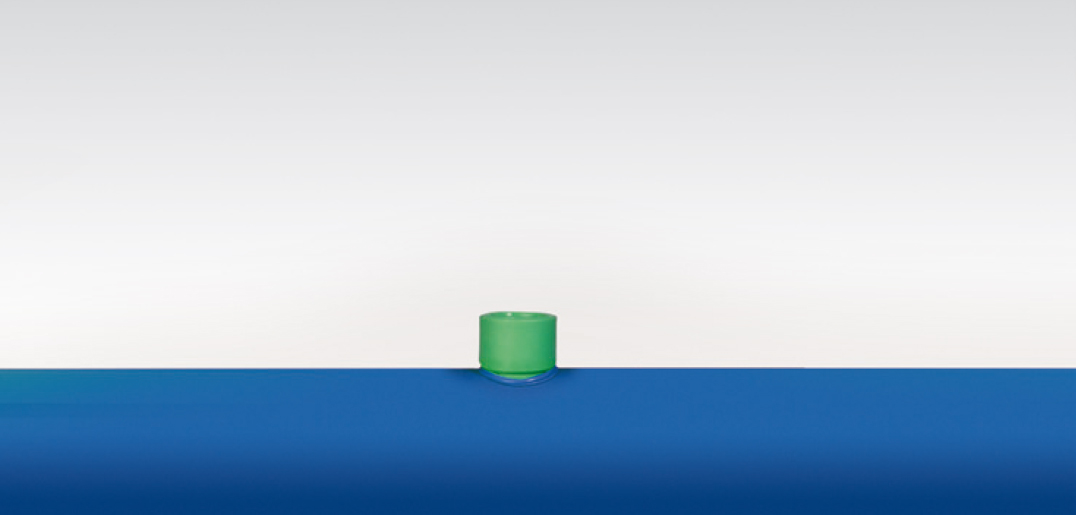
Fúrja ki a lyukat

Távolítsa el az oxigénzáró réteget

Illesze be a hegesztőszerszámot a furatba

Melegítse az elemeket

Nyomja be a megolvasztott nyeregidomot a furatba

Kész!
Hegesztési és sorjázási mélység táblázat